
Metal Casting Defects Explained
Metal casting is a complicated science; there are a plethora different ways that it can go wrong at every corner. At MRT, we’re committed to quality. Our quality management system is accredited to ISO9001:2008 and are approved suppliers to many of the world’s leading electronics, aerospace, medical and defence companies. We know a thing or two about creating high quality, high tolerance castings.
Here are just a handful of ways that a metal casting can fail and the steps that MRT takes to ensure that every casting meets the high quality that we’re known for.
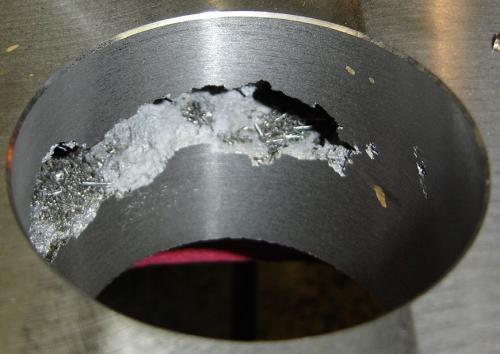
Gas Porosity

Gas porosity is the formation of bubbles within a casting after it has cooled.
Most gases are soluble in liquid materials, think about the bubbles in sparkling water, for instance. This is the case even for substances such as molten metal; gases like nitrogen, oxygen and hydrogen can be dissolved into the liquid metal during the casting process.
However, solid materials do not have the same gas absorption ability and small bubbles become present in the casting once it has cooled in the form of pitting. Not only are these unsightly when on the surface of a casting, but they are a weak spot and a nucleation point for a major fault to occur.
MRT minimises gas porosity in its castings through non-turbulent casting techniques, careful running system design and thorough process control. We reduce the opportunity for gas to enter into the material for an all-round higher quality product.
Cold Shuts
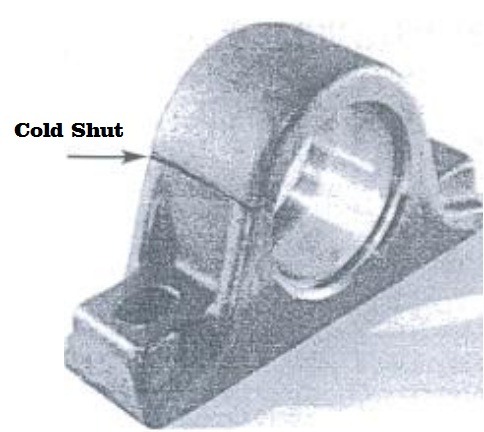
A cold shut occurs when the molten material has begun to solidify before fully filling the mould.
When the molten metal begins solidifying before the mould has been completely filled, it can form a seam that hasn’t merged correctly. This results in severe weak spots in the casting. Cold shuts can often occur in moulds that have multiple routes that terminate in the same place, if the metal begins to solidify before the end, the cold metal will not properly weld to the other joining routes.
MRT’s technical team have been designing successful cast components for decades and have the expertise and experience to design cast moulds and manufacturing processes that ensure a cold shut is never cast.
Shrinkage
As metal is heated it expands and as it cools it contracts again. If this expansion and contraction is not correctly managed, defects can occur in your casting. Shrinkage in castings can manifest itself in a number of different ways.
Shrinkage defects can be placed into 2 categories, open shrinkage defects and closed shrinkage defects. As you might expect, open shrinkage defects are open to the atmosphere and easier to notice, they can be caved surfaces or pipes that enter into the surface of the casting. Closed shrinkage defects are much harder to spot, as they are hidden within the casting, causing structural impurities.
If you need a castings partner who delivers award winning service with seven decades of experience, contact us today to discuss your requirements.
Contact us today to find out how we can support you with your next project.
HOW can MRT Castings help you?
I want...
- Select what you need
- a complete solution
- to develop a new component from initial concept
- advice on what processes are best suited to my component
- prototypes before committing to production tooling
- to re-shore production to the UK from overseas
- a new supplier to use existing tooling
- to convert a machined from solid part to a casting
- a supplier who can meet stringent quality requirements